

Situé en périphérie de la ville de Rennes, l’élevage de porc avait peu de chances de se développer. Afin de pérenniser l’exploitation, les associés du Gaec Lamoureux ont opté pour la méthanisation.
Installé en 1985 et en Gaec avec son frère depuis 1996, Daniel Lamoureux se demandait comment pérenniser l’élevage de 150 truies naisseur-engraisseur de Noyal-sur-Vilaine. « Suite à un voyage en Allemagne et à la visite d’unités de méthanisation, je me suis dit qu’il fallait que l’on investisse dans ce procédé pour se diversifier. De plus, notre exploitation est à proximité de Rennes il est donc plus facile de faire accepter à la population un projet de méthanisation plutôt qu’un agrandissement de notre élevage porcin », explique Daniel lamoureux.
[caption id= »attachment_3094″ align= »aligncenter » width= »300″]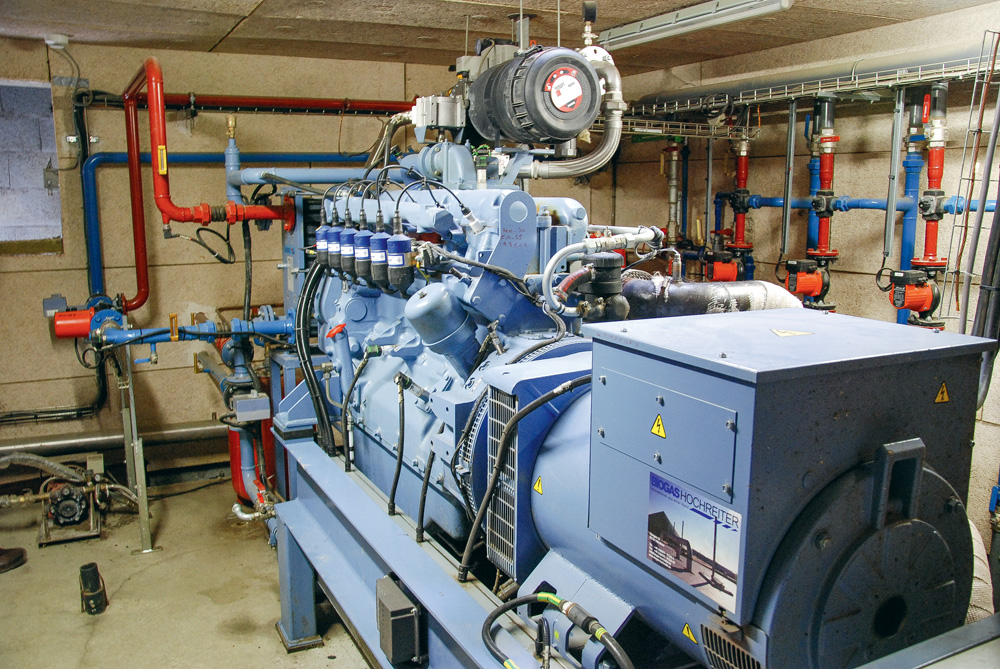 Le moteur de cogénération développe 140 kW.[/caption]
Le moteur de cogénération développe 140 kW.[/caption]
La méthanisation fonctionne depuis 2012
L’unité de méthanisation est en fonctionnement depuis début 2012. La ration du digesteur est issue de l’exploitation pour plus de la moitié. « Nous incorporons dans le méthaniseur tout le lisier et le fumier de l’exploitation. Nous y mettons aussi des cultures intermédiaires à vocation énergétique. Nous récupérons des graisses provenant de l’industrie agro-alimentaire que nous remplaçons aujourd’hui progressivement par des déchets récupérés auprès de la restauration collective », témoigne l’éleveur. Les bactéries du digesteur évoluent en conditions mésophiles, c’est-à-dire à une température comprise entre 20 et 40 °C. Une partie de la chaleur produite est utilisée pour maintenir cette température à 40 °C.
La ration du méthaniseur
- 1 500 m3 de lisier,
- 900 t de fumier,
- 800 t de Cive (Culture intermédiaire à vocation énergétique),
- 1 500 à 2 000 t de graisses issues de l’industrie agro-alimentaire,
- Remplacement progressif de ces quantités de graisses par des déchets de la restauration collective.
5 fois moins d’ammonitrate grâce au digestat
L’électricité produite par le moteur de cogénération de 140 kW est vendue contractuellement à EDF. L’énergie thermique sert pour maintenir la température du digesteur, chauffer les porcheries et la maison d’habitation. « Dernièrement nous avons construit un hangar afin de sécher le bois bûche d’une entreprise voisine et ainsi valoriser encore un peu plus la chaleur produite par le moteur de cogénération » L’éleveur précise aussi ne plus hésiter à chauffer davantage ses bâtiments d’élevage, ce qui a permis d’améliorer le confort des animaux.
Le plan d’épandage permet d’utiliser tout le digestat sur les cultures. La transformation de l’azote organique en azote ammoniacal, lors du process de méthanisation, rend le digestat très assimilable par les céréales. « Alors qu’avant il nous fallait 30 tonnes d’ammonitrate par an, il ne nous en faut plus que 6 tonnes aujourd’hui. »
10 % de l’investissement pour le raccordement EDF Daniel Lamoureux avait tablé sur un temps de retour sur investissement en 7 ans. Après 3 ans de fonctionnement, il s’avère que ça sera plutôt 10 ans. « Nous sommes partis sur du matériel et un savoir-faire allemand. Du coup l’installation est très coûteuse en frais de maintenance. Les méthaniseurs en Allemagne fonctionnent beaucoup avec du maïs ce qui rend la production plus régulière et sollicite moins le matériel. » Mais la maintenance n’est pas le plus gros frein au développement de la méthanisation. Pour l’éleveur les démarches administratives sont trop longues et trop complexes. « Ma plus grosse surprise a quand même été le coût du raccordement à EDF. Le prévisionnel annonçait 30 000 € et en réalité nous en avons eu pour 100 000 €, ce qui représente environ 10 % de l’investissement. » Nicolas Goualan
