

L’unité de méthanisation de 235 kW de l’EARL du Petit Hoté, à Lamballe (22), permet de générer un revenu supplémentaire sur l’exploitation, produit du chauffage pour l’élevage de porc et a aussi permis d’embaucher un salarié.
Emmanuel Le Mercier et François Fournier sont associés sur une exploitation de 250 truies naisseur-engraisseur partiel en Label Rouge avec 105 ha de SAU. « La méthanisation était pour nous une bonne opportunité de diversification. Nous avons débuté la réflexion en janvier 2017, les travaux ont commencé en octobre 2018 et nous avons injecté de l’électricité sur le réseau à partir de juin 2019 », résume Emmanuel Le Mercier. Les éleveurs se sont tout d’abord rapprochés de Capinov qui les a accompagnés pour l’étude de faisabilité et le dimensionnement de leur projet à partir des matières à disposition sur l’exploitation et celles de voisins apporteurs. « Nous avons souhaité passer par un prestataire indépendant qui ne vend pas de méthanisation pour bâtir le projet. Nous leur avons aussi délégué toute la partie administrative : ICPE, permis de construire, contractualisation avec EDF, demande de subventions », précise François Fournier.
[caption id= »attachment_52218″ align= »aligncenter » width= »720″] Emmanuel Le Mercier et François Fournier, associés de l’EARL du Petit Hoté à Lamballe.[/caption]
Emmanuel Le Mercier et François Fournier, associés de l’EARL du Petit Hoté à Lamballe.[/caption]
Travailler avec des entreprises locales
Les deux éleveurs ont visité plusieurs unités de méthanisation mais sans passer par les constructeurs. « Cela permet d’échanger plus librement avec les méthaniseurs. Nous sommes repartis de chaque visite avec des conseils et des idées pour améliorer notre projet. Nous en avons fait une synthèse et rédigé un cahier des charges que nous avons transmis à 4 constructeurs. » Ils ont ensuite sélectionné deux installateurs pour affiner le projet pour enfin retenir l’entreprise GR Énergies basée à Merdrignac (22) pour la construction de l’unité en cogénération de 235 kW de puissance. « La proximité avec GR Énergies a influencé notre décision, nous souhaitons travailler avec des entreprises proches de l’exploitation pour favoriser l’emploi localement. Et c’est aussi rassurant sur ce type d’installation d’avoir le constructeur à côté pour des questions de service après-vente et de réactivité », insiste François Fournier.
[caption id= »attachment_52217″ align= »aligncenter » width= »720″]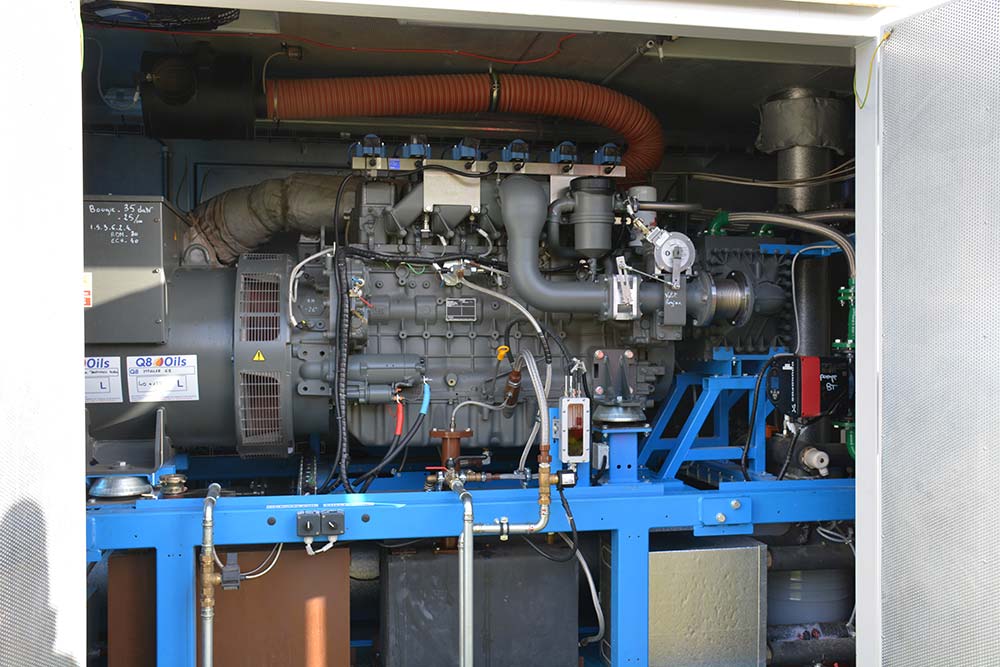 Le moteur de cogénération fait 235 kW de puissance.[/caption]
Le moteur de cogénération fait 235 kW de puissance.[/caption]
28 t de matières incorporées chaque jour
L’unité est composée d’un digesteur et d’un post-digesteur de 1 100 m3 de capacité chacun. « L’idée est de pouvoir continuer à produire et de ne jamais se retrouver totalement à l’arrêt. Il est alors possible d’isoler un des deux en cas de besoin comme lors d’une obligation de vidanger, un brasseur qui casse, l’équilibre biologique qui se dégrade… » Le lisier qui alimente le digesteur est stocké dans une fosse de réception. La partie solide passe dans un broyeur avant d’être incorporée. L’avantage est de pouvoir récupérer les corps étrangers avant transfert dans le digesteur et aussi de maîtriser les longueurs de pailles dans les cas des fumiers ce qui permet de diminuer le temps de séjour et d’optimiser la dégradation de la matière. Le temps de séjour moyen est de 80 jours dans le digesteur et le post-digesteur ; ils sont tous les deux chauffés à 42 °C avec la chaleur produite par la cogénération. « Nous incorporons 28 tonnes de matière chaque jour, la moitié en lisier et le reste est composé de 6 t de fumier, 1 t de paille + menue paille, 4 t de Cive et 3 t de maïs ensilage. De fin septembre à fin novembre 2 t de marc de pomme se substituent à quantité égale aux Cive et maïs. » L’investissement total est de 1,7 million d’euros en comptant le télescopique, le réseau de chaleur, les aérothermes, tubes de chauffage, pont-bascule, clôture du site, lagune couverte pour stockage du digestat… Les associés ont bénéficié de 11 % d’aides venant de l’Ademe et du PCAEA (partie chauffage) sur le montant de l’investissement. « La méthanisation nécessite l’équivalent d’un mi-temps en temps de travail. Cela nous a permis d’embaucher un salarié à temps plein sur l’exploitation ce qui nous soulage un peu sur la partie élevage », concluent les deux éleveurs.
[caption id= »attachment_52216″ align= »aligncenter » width= »720″] Les aérothermes chauffent toutes les salles d’engraissement, verraterie, gestantes et maternité grâce à l’eau chaude produite par l’unité de méthanisation.[/caption]
Les aérothermes chauffent toutes les salles d’engraissement, verraterie, gestantes et maternité grâce à l’eau chaude produite par l’unité de méthanisation.[/caption]
